

碳纤维复合材料有着优良的性能特点,比强度高、热膨胀系数小、尺寸稳定性好、耐高温,在 、汽车制造、生物医疗、体育用品等领域获得了广泛的应用。但它的脆性大、层间剪切强度低,属于难切削材料,在加工的过程中容易出现分层、撕裂、烧损等问题,对刀具的磨损也非常快。如何解决这些问题呢?对此,威盛新材的技术人员进行了研究。
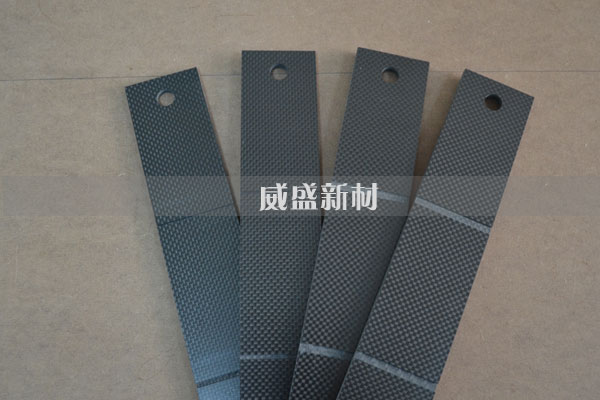
(图示:碳纤维复合材料加工件)
刀具的使用是切削工艺中重要的一环,我们曾使用碳素钢、高速钢、硬质合金和聚晶金刚石等不同的刀具对碳纤维复合材料进行切削研究。结果表明,碳素钢目前已经不能满足使用要求;高速钢材料由于近几年的技术改善,强度、耐磨性增加,在此行业中继续使用着,硬质合金的使用较为广泛,而聚晶金刚石则是一种非常优异的材料,能大幅度提高加工质量。
切削参数的选择是保证产品质量的关键,前角γ的角度为12°~15°,适当增大γ,可以加大刀具切割作用,减少切削热。后角α的角度为6°~8°,适当增大α,可保证切削轻快,减少摩擦和切削热。主偏角φ控制在75°~90°、45°~60°可减少径向力和振动,提高刀具强度。刃倾角Λ为0°~5°,适当减小Λ,可减小加工中的冲击力。
碳纤维复合材料的具体切削工艺主要分为车削、铣削和磨削。车削是外力作用在刀具上挤压形成的;铣削主要用于处理边缘,防止分层,磨削加工可以获得较高的加工精度,不过切削的深度很小。
切削是碳纤维复合材料加工中很重要的一环,无锡威盛新材料科技有限公司技术力量雄厚,工作人员的从业经验都在10年以上,可根据客户的图纸加工碳纤维无人机配件、汽车配件、医疗板等各种产品,精确度高、品质好。推荐阅读:碳纤维板切削加工要注意什么
- 上一篇:碳纤维材料的抗拉强度分析
- 下一篇:碳纤维复合材料的的机械加工特性



